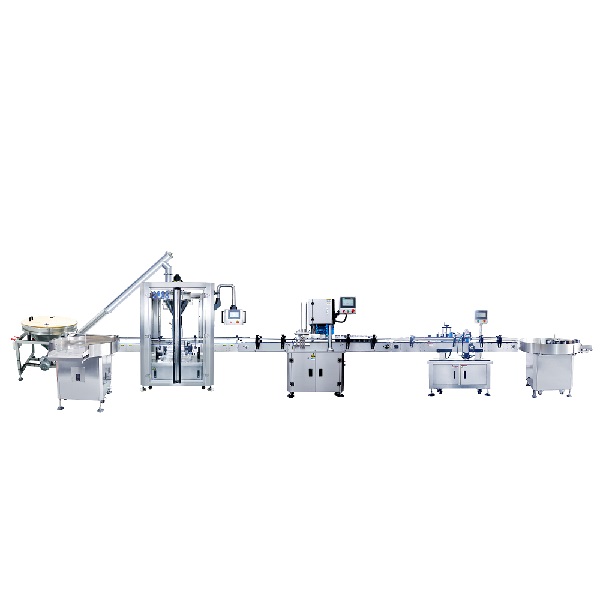

Оптимизация параметров пакетоделательной машины для фасовочных пакетов – это ключ к производству качественной, прочной и эстетичной упаковки. Корректная настройка температуры, давления, скорости и других важных показателей позволяет минимизировать брак, снизить расход материалов и повысить эффективность производства. Правильная наладка оборудования требует понимания влияния каждого параметра на конечный результат, а также знания особенностей используемых материалов и типа фасовочных пакетов.
Производство фасовочных пакетов – это сложный процесс, требующий точной настройки оборудования. Ключевые параметры влияют на качество сварного шва, прочность пакета, его размеры и общий внешний вид. Рассмотрим основные из них:
Температура сварки – один из важнейших параметров. Она должна быть достаточной для плавления полимерного материала, но не чрезмерной, чтобы избежать прожигания или деформации. Оптимальная температура зависит от типа используемой пленки (полиэтилен, полипропилен, ламинаты и т.д.), ее толщины и скорости работы машины. Как правило, производители плёнок указывают рекомендованные температуры в технической документации. Неправильная настройка температуры может привести к негерметичным швам или ослаблению материала. Для более точной настройки рекомендуется использовать термопару и регулярно проверять температуру нагревательных элементов.
Давление сварки обеспечивает плотный контакт между слоями пленки в зоне сварки. Слишком низкое давление может привести к неполному сплавлению и образованию слабых швов. Слишком высокое давление может повредить пленку или нагревательные элементы. Оптимальное давление подбирается экспериментально, в зависимости от типа пленки и температуры. На некоторых машинах предусмотрена регулировка давления, что позволяет более точно настроить процесс сварки.
Время сварки определяет продолжительность воздействия температуры и давления на пленку. Слишком короткое время сварки приведет к неполному сплавлению, а слишком долгое – к перегреву и деформации. Оптимальное время сварки зависит от типа пленки, температуры и давления. Как правило, чем выше температура, тем меньше требуется время сварки. Важно найти баланс, чтобы обеспечить прочный и герметичный шов без повреждения материала.
Скорость протяжки пленки влияет на общее время воздействия температуры и давления на материал. Чем выше скорость, тем меньше время сварки для каждого пакета. Слишком высокая скорость может привести к некачественным швам, а слишком низкая – к снижению производительности. Оптимальная скорость зависит от типа пленки, температуры, давления и времени сварки. Рекомендуется начинать с низкой скорости и постепенно увеличивать ее, контролируя качество швов.
Натяжение пленки влияет на равномерность подачи материала в зону сварки. Недостаточное натяжение может привести к образованию складок и неровных швов. Чрезмерное натяжение может растянуть пленку и ослабить ее прочность. Оптимальное натяжение обеспечивается правильной настройкой системы подачи пленки. На некоторых машинах предусмотрены датчики натяжения, которые автоматически регулируют усилие.
Существует несколько основных типов швов, используемых при производстве фасовочных пакетов. Каждый тип требует своей настройки параметров пакетоделательной машины.
Донный шов – это шов, который формирует дно пакета. Он должен быть прочным и герметичным, чтобы выдерживать вес содержимого. Параметры сварки для донного шва, как правило, выше, чем для боковых швов, из-за большей толщины материала в этой области.
Боковой шов соединяет боковые стороны пакета. Он должен быть ровным и аккуратным, чтобы обеспечить эстетичный внешний вид и предотвратить разрывы. Параметры сварки для боковых швов должны быть оптимизированы для обеспечения прочности и герметичности без деформации материала.
Еврошов – это специальный шов, предназначенный для подвешивания пакета на витрине. Он должен быть достаточно прочным, чтобы выдерживать вес пакета и его содержимого. Параметры сварки для еврошова требуют особого внимания, так как он подвергается дополнительной нагрузке.
Выбор материала для фасовочных пакетов оказывает существенное влияние на необходимые параметры пакетоделательной машины. Разные материалы имеют разные температуры плавления, плотности и другие характеристики, которые необходимо учитывать при настройке оборудования.
Полиэтилен – один из самых распространенных материалов для фасовочных пакетов. Он обладает хорошей прочностью, эластичностью и устойчивостью к влаге. Температура сварки для полиэтилена варьируется в зависимости от его плотности и толщины пленки.
Полипропилен – более прочный и термостойкий материал, чем полиэтилен. Он также обладает хорошей прозрачностью и блеском. Температура сварки для полипропилена выше, чем для полиэтилена.
Ламинаты – это многослойные материалы, состоящие из нескольких слоев различных полимеров. Они обладают улучшенными свойствами, такими как барьерные свойства, прочность и устойчивость к высоким температурам. Температура сварки для ламинатов зависит от состава слоев и их толщины.
Настройка параметров пакетоделательной машины для фасовочных пакетов требует опыта и знаний. Вот несколько общих рекомендаций:
В процессе производства фасовочных пакетов могут возникать различные проблемы, связанные с неправильной настройкой параметров пакетоделательной машины. Рассмотрим некоторые из них и способы их устранения.
Непрочные швы могут быть вызваны недостаточной температурой, давлением или временем сварки. Увеличьте температуру, давление или время сварки, проводя тестовые сварки после каждой регулировки. Также проверьте состояние нагревательных элементов и убедитесь, что они равномерно нагреваются.
Перегрев материала может быть вызван чрезмерной температурой или временем сварки. Уменьшите температуру или время сварки. Также проверьте скорость протяжки пленки и убедитесь, что она не слишком низкая.
Складки и неровности могут быть вызваны недостаточным натяжением пленки или неправильной настройкой системы подачи материала. Отрегулируйте натяжение пленки и убедитесь, что пленка подается равномерно. Также проверьте состояние валиков и направляющих.
Разрывы пленки могут быть вызваны чрезмерным натяжением пленки или острыми краями на оборудовании. Уменьшите натяжение пленки и проверьте состояние оборудования на наличие острых краев. Также убедитесь, что используется пленка подходящей толщины и прочности.
Компания Guangzhou Leva Packaging Equipment Co.,Ltd. специализируется на производстве и поставке современного оборудования для упаковки, включая пакетоделательные машины. Наши специалисты готовы предоставить консультации по настройке параметров пакетоделательных машин для производства фасовочных пакетов, а также предложить оптимальные решения для вашего производства. Правильная настройка оборудования и использование качественных материалов – залог успешного производства фасовочных пакетов. Обратитесь к нам для получения профессиональной поддержки и консультаций.
Таблица сравнения параметров для разных материалов:
| Материал | Температура сварки (°C) | Давление сварки (бар) | Время сварки (с) |
|---|---|---|---|
| ПЭВД | 120-150 | 2-3 | 0.5-1 |
| ПЭНД | 150-180 | 3-4 | 0.8-1.2 |
| БОПП | 160-190 | 3.5-4.5 | 0.6-1 |
*Данные приблизительные и могут отличаться в зависимости от конкретного типа пленки и оборудования. Рекомендуется всегда сверяться с технической документацией производителя.